


 微信小程式
微信小程式
噴氣織機坯布擦傷疵點太多難控制!做到這幾點的紡織廠效益都不錯...
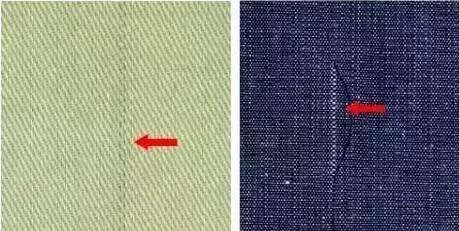
毛羽貼附式擦傷性疵點是紗線織成布後,因通行路線受阻,布面正面或反面,布面上外漏的毛羽完全貼服到與布面平齊的角度,同時幾根紗線内部纖維也因外力造成損傷,經整理後布面顯現條痕,染色後更為明顯。這種現場也稱為擦傷疵。
擦傷性疵點的産生是在織造過程中,布面或單根紗線與織機受損部位相摩擦,造成紗線損傷,下文将此疵點簡述為磨痕。磨痕從外觀看燈下布面的光澤度不同,連續的一條或多條發亮,仔細看布面略呈凹陷,像車輪壓過一樣,嚴重的紗線纖維束已經被破壞,強力損傷嚴重。經過後整理退漿、煮練、漂白、絲光處理後,布面顯現明顯條痕疵點。此類疵點都是連續的,成衣避裁難度大,于是預防和控制擦傷性疵點的産生是織造過程中質量控制的重中之重。
1. 坯布織造過程中各種類型磨痕的預控和檢查方法
設備使用過程中,各零部件或多或少造成損傷,機器使用時間越長,設備轉動靈活性及穩定性越差,在織造過程中就會出現更多的質量隐患。針對機織白坯布生産中容易造成磨痕的現狀,結合車間各織機特點,介紹一下生産中磨痕的預防和控制經驗。
1.1 布面經向擦傷性疵點的預防與控制方法
1.1.1 織物上機前檢查鋼筘質量
鋼筘筘齒有碰傷的不可使用,特别是筘齒正面砸傷變形,向兩側突起,在機上來回擺動打緯的過程中,筘齒兩側突起與經紗互相刮擦,造成紗線内部受損,此類經向擦傷性疵點布面上不易發現。我廠噴氣類織機使用的日本TAKAYAMA公司的異型筘,采用420JR耐磨不鏽鋼,剛性較強,筘齒很少出現此類異常。在劍杆織機上使用的藍劍筘齒材質為鐵質,易出現筘齒正面碰傷,為經向擦傷性疵點的重點檢查點。
1.1.2 織軸器材質量檢查
檢查停經片、綜絲等無彎曲、變形、無磨損。停經片、綜絲在使用中不斷與經紗相摩擦,造成中間綜眼下沿磨出一道深溝,紗線與綜眼溝摩擦,很容易損壞紗線内部組織。特别是綜絲安裝方向與紗線經過方向不一緻時,紗線與綜眼溝逆向摩擦,加劇了紗線磨損。此類單根紗線的磨損布面上不易發現,但加工到退煮、絲光後,布面疵點特别明顯。
1.2 織布上機前經向紗線與織機各位置接觸點的檢查
1.2.1 檢查織口處撐布杆
在上個品種織造結束後,轉動卷曲,使坯布完全離開撐布杆,用手輕撫撐布杆前端及上面,檢查是否平整,有無毛刺。如有凸凹不平,同樣先用粗砂紙打磨,後用細砂紙打磨,然後用角零坯布磨出光滑的平面,才可使用。更改幅寬時必須将撐布杆與邊撐座間隙調整在0.5 cm内,以防間隙大,部分布面不受力,旁邊布面受力過大,造成布面顯現磨痕。并檢查布面壓布杆是否光滑、圓潤、無毛刺等,确保布面上無硬物滑動。
1.2.2 檢查邊撐光環及邊撐連接處
待織造品種挂機後,在安裝邊撐前,檢查織機邊撐頭、邊撐光環、橡膠環及邊撐座是否有磨損或突起性毛刺,必須用砂紙打磨平整後,用角零坯布磨光後再使用。此類織機機械性損傷會造成布面上 1 根或多根紗線受損,一般布面上能夠發現,及時修正。
1.2.3 布輥後導布杆上毛刺檢查
坯布織到能夠繞過卷曲下導布杆的長度後,将坯布從導布杆後面繞過,在将布頭端固定到布棍上之前,檢查織機導布杆質量。津田駒織機卷取下的導布杆為一根光滑的不鏽鋼管,容易檢查。必佳樂織機的導布杆為螺紋杆,螺紋向外擴展,更容易将布撐開,中間有15 cm沒有螺紋。此螺紋導布杆毛刺不易查看,更要仔細檢查。
1.2.4 停經架分紗闆的安裝
織機後梁上紗面平整後,安裝分紗闆、固定停經架、調整分紗闆時,必須保證分紗闆分紗均勻,無紗線與分紗闆刮擦,分紗闆外沿不可有毛刺。
特别要注意,在織造過程中發現磨痕修車,切忌在邊撐頭、光環、托布台或撐布杆處粘貼膠帶紙,這種控制磨痕的方法無異于飲鸩止渴,一旦織造過程中膠帶紙磨掉,必将造成磨痕。
1.3 織造後布面經向擦傷性疵點的檢查方法
新上機操作工開出布樣後重點檢查邊撐處磨痕,隻有操作工能夠發現,機修工才能按部就班的修整。對于單根紗線纖維組織遭受破壞的磨痕,從布面上不易檢查到,可提前檢查器材進行預防,織出樣布後作退漿、絲光後檢查。下面重點介紹貼附式磨痕的預防和檢查方法。
毛羽貼附式磨痕是紗線織成布後,因通行路線受阻,布面上外漏的毛羽完全貼服到與布面平齊的角度;同時幾根紗線内部纖維也因外力造成損傷,經整理後布面顯現條痕,染色後更為明顯,這種現象也稱為擦傷疵。此類磨痕可以靠布面光線差異來發現。因車間光線強度不足,照布不明顯,用手燈照布則非常明顯發亮,現将照布方法介紹如下。
手燈燈光方向與布面成10°角,人眼對着燈光方向看布面,如圖 1 所示。

圖 1 手燈照射布面角度
在手燈聚光區外,光線覆蓋區内磨痕最亮,如圖 2所示。
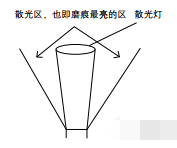
圖 2 磨痕發亮折射點
對于正面磨痕,不用拖布,手燈放于布輥後螺紋杆處,與布輥垂直,貼着布面與布面成5°角向上照,眼睛自卷曲毛氈輥向下檢查布面。
對于反面磨痕,手燈與布輥垂直,從布輥外側向上照,手燈光線為圓形布輥上布面切線,眼睛對着光線方向檢查磨痕。
這種照布方法隻适合與毛羽貼附式磨痕,紗線左右面磨損造成的磨痕,用手燈照布看不出發亮,沒有效果。
1.4 緯向磨痕的檢查
緯向磨痕一般出現在緯向滌長絲、尼龍品種上,是由于緯紗從紗管到擺動噴嘴之間,飛行過程中被磨損造成的。此類磨痕在布面上檢查時,不像經向磨痕一樣是一條沿經向的車轍狀,而是一道在經向上較寬的帶狀,有些帶狀也是彎的,逆光看去,毛羽明顯增多,染色後出現染色不勻。此類磨痕也稱為擦傷疵,織造時主要檢查以下部分。
(1)緯紗到儲緯器部分:此部分比較容易檢查,開車過程中能直觀看到,重點檢查緯紗張力器是否光滑,有無異物阻擋,此部分一般不會出現紗線的磨損。
(2)儲緯器到擺動噴嘴部分:此部分不易檢查,因為在引緯過程中,儲緯器停緯銷至PFT引緯通道之間的緯紗是擺動的。重點檢查的部位為儲緯鼓、磁銷、PFT壓紗器及擺動輔噴噴嘴。
(3)儲緯鼓部分:儲緯鼓用來纏繞儲存單次投梭的緯紗,此位置最易出問題,因為每次更換品種,調整邊紗長度,都要進行拆卸調整。在拆卸過程中,操作工不按标準操作,緊固螺絲未完全松開,用扳手砸儲緯鼓,造成儲緯鼓上毛刺,緯紗脫出時造成損傷。單次投梭的緯紗一般設定為 4 圈,此類磨痕在布面上就呈現 4 條帶狀。
(4)磁銷位置:磁銷是用來控制引緯開啟和關閉的。磁銷頻繁開啟和關閉,不斷和緯紗摩擦,造成損傷,磁銷損傷的同時,投緯的瞬間造成緯紗的損傷,此類磨痕在布面上就會呈現 1 條帶狀。
(5)PFT壓紗器位置:PFT壓紗器是用來在緯紗右側織口前,讓緯紗預減速、拉直,然後左剪刀剪斷緯紗。PFT壓紗器每投梭 1 次,會與紗線高速摩擦,使用久了會出現劃傷,也就造成了紗線的磨損,此類磨痕一般在布面左側會呈現 1 條帶狀。
(6)擺動輔噴噴嘴位置:擺動輔噴噴嘴用來給緯紗加速,控制穩定緯紗飛行路線。擺動輔噴噴嘴後端為瓷眼,一般不會出現劃傷,前端為金屬,使用久了會造成磨損,同時擺動過程中磨損緯紗。此類磨痕一般在布面右側會呈現 1 條帶狀。
以上磨痕的檢查方法和經向磨痕的檢查方法相同,然後根據磨痕形态和位置,判斷故障部件,維修或更換即可。
2 結束語
無論色織還是匹染,并不是簡單教條式的管理和控制,要充分結合織機和原材料的實際情況,采取有效合理的方案,這是織出高檔布的關鍵。當貼着出口标簽的紡織企業遭遇發展瓶頸時,訂單下降、削減成本的事實在所難免,應利用現場、現實、現物的“三現”注意,采取合理的實施辦法, 提高産品品質,降低質量成本,才能提高企業競争力,為企業赢得市場。
如涉及版權侵權問題請聯系我們,我們将及時删除内容。







国际面料、辅料及纱线展览会")




